Hacía mucho tiempo que tenía la curiosidad de ponerme a fabricar un cuchillo. Primero me lié con unas cachas de micarta azul para un cuchillo que ya tenía (RAT-7) y luego he querido ver si sería capaz de fabricar una hoja.
Tras leer muchos post tanto aquí como en Bladeforums, buscar tutoriales, ver los videos de Greenpete y siguendo el consejo de algunos compañeros, me decidí por una forma simple con afilado scandi. Se supone que es el mas fácil de realizar con herramientas manuales. Cuando digo con herramientas manuales me refiero a sin tener una lijadora de banda heavy duty como las KMG o la NWG.
Antes de contaros el proceso que he seguido, decir que he abierto este post con la intención de ilustra cómo lo estoy haciendo para recibir todas vuestras críticas y aprender (que me queda mucho...). Confío en que sirva también para que los que van a ponerse manos a la obra, no metan la pata en los mismos aspectos que yo.
Bueno, vamos a ello.
MATERIA PRIMA HOJA Los tutoriales que había visto partían de unas limas viejas para obtener el acero, pero yo no encontré ninguna del tamaño necesario (sobre todo de ancho) para mis propósitos. Se ve que no busqué bien porque el viernes, comprando una lima de desbaste fino, me topé con unas limas tamaño barra de pan... Y eso que había llamado a ese proveedor preguntando por las limas mas grandes que tuvieran y la chica que me atendió me dijo que nones... Está visto que hay que hablar con el que está en el almacén. Finalmente le compré cuatro trozos de ballesta de 250 x 63 x 5mm a Ballestas Etxebarría en Loiu. Venían razonablemente derechas y ya tratadas térmicamente.
MATERIA PRIMA CACHAS Como no, micarta azul a base de pantalones vaqueros... ¡viva el reciclaje!
HERRAMIENTA Taladro, soporte de columna heavy duty (el mas gordo de Wolfcraft), amoladora (discos de corte, desbaste y lijado), máquina de soldar (para fabricar soportes y guías), limas y papel de lija a expuertas.
NORMALIZADO DEL METAL
El que me vendió el metal me avisó de que ya estaba tratado térmicamente, así que no podía ponerme a trabajarlo directamente. Me hice un horno bastante rústico a base de ladrillo refractario sobre una mesa de trabajo metálica. Para ello terminé de soldar la mesa un viernes (no digáis nada, se que los cordones son una chapuza, es la primera vez que sueldo algo en mi vida aparte de PCB's con estaño...) y monté el chiringuito aprovechando un trozo de tubo metálico de poco diámetro (si es mas gordo, casi mejor), un trozo de tubo flexible de plástico y el secador de pelo de mi señora madre.
FOTO 1 Eché como dos kilos de carbón, le pegué fuego con unas pastillas de barbacoa, puse las láminas metálicas encima de las brasas y le eché otros dos kilos de carbón mas encima. Le di al aire con ganas durante 20 minutos y cuando aquello estaba bien caliente apagué el secador.
FOTO 2 Mariconeando con una varilla vieja de pesca submarina mientras el horno cogía calor. Aproveché para fabricarme un punzón para marcar los agujeros que posteriormente tendría que hacer con el taladro. No tenía ninguno y pensé que sería útil.
10 horas después aquello no se podía ni tocar... Tuve que esperar casi hasta el medio día del sábado para poder sacar las hojas. Podría haberlas enfriado al aire pero me daba miedo que se volviese a endurecer y preferíe dejarlo enfriar lentamente. Confieso que quité unos cuantos ladrillos para que disipase calor mas rápido... soy un impaciente.
FABRICACIÓN DE LA MICARTA
Ya conocéis el proceso, pero os pongo unas fotos para que lo veáis. Decir que a mi me está resultando (y ya van tres bloques) súmamente útil hacer los trozos de exáctamente el mismo tamaño y con los bordes netos. En lugar de usar unas tijeras, utilizo uno de los cuchillos que tenga a mano. Imprescindible que esté como una cuchilla y realizar el corte de una sola vez. Para esto el F1 me venía de perlas (me lo llevé a Noja para usarlo de patrón). La vez que lo hice en casa en Bilbao usé mi Delica... ainss... ¡como la voy a echar de menos! El asunto es que cuanto mas netos sean los bordes y mejor aliniéis las piezas al embadurnarlos de resina, menos tendréis que deshechar. Tras hacer el bloque hay que recortar los bordes irregulares para quedarnos con el trozo jugoso. Yo uso una sierra de calar con hoja fina para metales. Cuanto mas fina mas limpio queda el corte.
FOTO 3 Cortando las tiras de tela de los retales de pantalón con el F1 y una plantilla de cartón.
FOTO 4 Material listo para preparar el bloque de micarta. Guantes, trozos de tela (creo que 14 o 15), palito para revolver la mezcla (de unos cohetes que desmontamos en su día... ejem...ejem), papel plastificado, resina, catalizador y brocha.
FOTO 5 Bloques de aglomerado laminado envueltos en papel plastificado (de la carnicería... ¡gracias amatxu!). Ese papel es el mismo que uso para envolver el bloque de micarta. Gasto aproximadamente medio papel por bloque ya que los que envuelven los listones de madera no se estropean. como véis uso cinco sargentos. Seguro que se pueden usar menos, pero así los voy apretando progresivamente y me queda uniforme. No os columpiéis apretando... a mano es difícil pero si usáis una prensa se corre el riesgo de exprimir demasiada resina y el material queda enclenque.
Otra cosa muy importante es tenerlo todo listo porque hay que trabajar rápido. En concreto tardo menos de 9 minutos desde que mezclo la resina hasta que la tengo el bloque bien apretado entre los sargentos. La primera vez que lo hice creo que se me fué la mano con el catalizador y en menos de media hora aquello estaba duro como una piedra. La segunda vez (esta que véis) la proporción de catalizador para la resina era... escasas. Así que tardó mas en endurecer. Mucho mas. De hecho pensé que la había cagado y conduje como un rayo hasta Santoña a por mas resina. Preparé un segundo bloque a la tarde por si acaso. Eso si, tuve la precaución de repartir la resina entre dos latas iguales y tirar como una cuarta parte. De esta manera, aunque al dividir el catalizador en dos se me vaya la mano... me aseguraré de que endurece. Este fin de semana he visto que los dos bloques estaban duros como piedras, así que ni tan mal.
DISEÑO DE LA HOJA Y CORTE DE LA MATERIA PRIMA
Aquí ando escaso de fotos. No tengo ninguna del proceso de diseño y recorte de la hoja... Me pueden las prisas. Aaunque iba a hacer un scandi, tenía claro que no quería un cuchillo miniatura y estaba dispuesto a utilizar los 25cm de largo. Para no meter mucho el cazo aproveché uno de los bordes de la pieza original para plantar la espina del cuchillo y asegurarme de tener "al menos" una línea razonablemente recta. Evidentemente he tenido que rebajarla para eliminar redondeces pero es mejor que partir de cero. Uno de mis últimos cuchillos es un Bark River Aurora. Me encanta pero la hoja es estrecha. Demasiado estrecha para mi gusto. Tomé el Aurora como patrón, le anché la hoja, le centré la punta en consecuencia, le hice la empuñadura una pelín mas corta (en el Aurora me sobra un poco, no tengo las manos grandes) y lo recorté a base de amoladora.
Decir que de los cuatro trozos de ballesta que tengo, cogí el que mas recto estaba. En mayor o menor medida todos estaban un poco doblados y no tenía el material necesario para ponerlas planas (no tengo yunque ni trozo de vía de tren decente, ni martillo con una cara plana ni ná...). Esto me traería un ligero (no insalvable) problema a última hora.
Hecho esto me fabriqué unos soportes/guias como los de Greenpete para sujetar la hoja en el tornillo de banco y mantener el ángulo de la lima. Utilicé un trozo de tubería de dos pulgadas, cuatro recortes de chapa de 5mm (de los recortes de la balda de la mesa de trabajo, cuatro tornillos del 6 y un cuadradillo metálico bastante largo para la guía de la lima. A ver si el finde que viene saco fotos y las pongo aquí. No tiene mucho misterio... pero bueno. Aprovechando que tenía la máquina de soldar prestada por aquí, lo soldé todo.
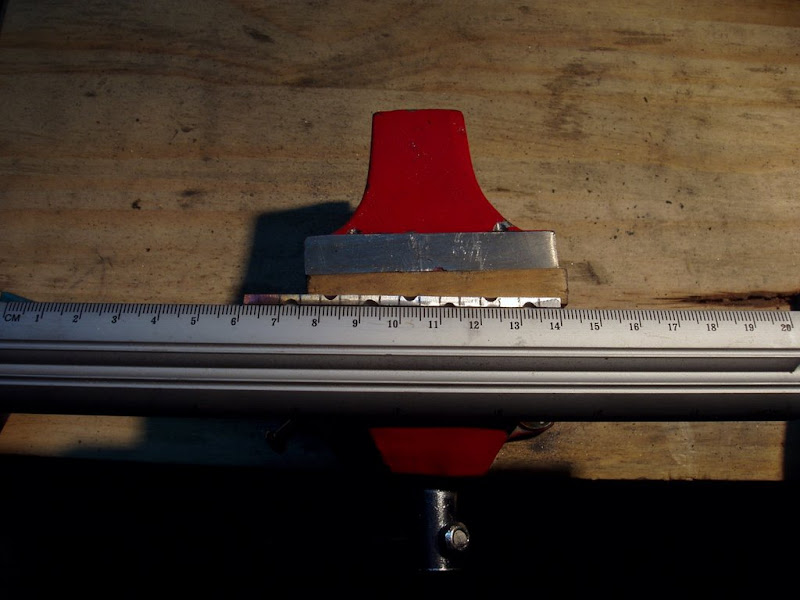
FOTOS SOPORTE Es mas simple que el mecanismo de un sonajero, pero es lo mas útil que he montado hasta la fecha. El soporte de la lima es como de un metro de largo y apoya sobre una madera fijada al banco de trabajo. La altura no es importante ya que el ángulo se regula desde el tornillo de banco. Una vez tienes el ángulo que quieres, para ponerlo exáctamente igual en el otro lado, no tienes mas que aflojar los dos tornillos del número 6 del soporte de la hoja y meterla en la otra dirección, de manera que trabajes sobre la otra cara de la hoja. Esto evita andar mariconeando con el tornillo de banco y la tubería, ya que nunca conseguirás dejarlo exáctamente igual. Nota: como véis esta hoja no es la del cuchillo que se está fabricando en este hilo, pero es que olvidé sacarlas durante su fabricación.
Preparé los vaceados con un ángulo de 12,5º por cada cara. Esto da un filo de 25º. Empecé con la amoladora y cuando ya me entró canguelillo... jejeje... pasé a la lima. Siguiendo el consejo de Greenpete terminé el filo (vamos que las caras se encuentran). Posteriormente he visto que aquí en el foro se recomienda dejar como un milímetro... Me daba miedo dejar algo tan grueso porque luego me habría costado mucho igualar las dos caras tras endurecer la hoja.
Para los puristas y los que tenéis el ojo fino, decir que hay una diferencia de algo menos de 2mm entre la anchura del filo en un lado y en el otro. Se ve que no clavé el ángulo, de ahí la diferencia. En uno tenemos como 21mm desde el lomo hasta donde empieza el vaceado y en el otro como 19mm.
FOTO 6 Una vista de la hoja. Creo que aquí la tenía terminad solo con la lima, no estoy seguro.
FOTO 7 Como véis hay tres agujeros. El mas próximo a la hoja y el del medio seran para pasadores de aluminio sólidos de 6mm de diámetro. El último es para un tubo de aluminio de 6mm de diámetro exterior. Ahora estoy pensando que el diámetro interior va a ser bastante ridículo (y el fiador muy fino por pelotas) y que habría acertado poniendo uno de 8... cagontó... Bueno, pá la próxima. Los agujeros los avellané ligeramente con una broca del 8.
Tras recortar la hoja y cortar los baceados, vi que tenía que deshacerme de esa porquería que tenía pegada en toda la hoja. Empecé con papel de lija del 180... y seguí... y seguí... y seguí. Esa negrura no salía ni a cañonazos. Y llegó el momento de volver a casa porque había que currar el lunes.
Durante la semana pasada descubrí la técnica del "draw filing" concepto del cual no conozco la traducción directa pero que consiste en "raspar" la hoja con la lima colocada perpendicularmente. ¡¡¡Ahhhh!! Ahora si que tenía una manera efectiva de rebajar la hoja y dejar las caras mas o menos lisas.
El viernes a la noche hice en media hora lo que con papel de lija habría tardado dos semanas. Utilicé una lima basta primero y luego una fina. Luego pasé al papel de lija (creo que hasta 180 o 220 como mucho) pero solo en la zona visible de la hoja. No le vehía mucho sentido a pulir la parte que quedaría cubierta por las cachas y además la unión quedaría mas firme. Si tuviera que hacerlo de nuevo, puliría la hoja un poco mas, que así luego se limpia mucho mas fácil.
TRATAMIENTO TERMICO
La teoría nos la sabemos todos. Poner al fuego, comprobar si hemos llegado al punto antimagnético, si ya está, pues lo metemos verticalmente en aceite viejo de coche.
FOTO 8 Como véis usé los mismos ladrillos pero con una configuración diferente. Si tuviera que volver a hacerlo la haría un poco mas grande, con mucho mas carbón y con una tubería de mayor diámetro y mas agujeros. Me costó mucho ponerla al rojo vivo... falta de calor, es evidente.
FOTO 9 No se aprecia mucho pero esa hoja está al rojo vivo (al menos en la punta). Desgraciadamente el flash no ayuda... y no estaba la cosa para bromas.
FOTO 10 Un poco mas al fuego... ¡y directa al aceite!
LIMPIEZA Y PULIDO DE LA HOJATras dejar que se enfriase convenientemente tocaba limpiar la hoja. Primero la metí bajo el agua con detergente y un nanas para quitar toda la grasa.
FOTO 11 Así de cochina quedó la hoja tras limpiarla con agua y el nanas. No tenía la certeza de haberlo hecho todo bien así que probé a rasparla con la lima... y patinaba totalmente. No me podía comer ni el filo, ni el lomo ni ná... así que ni tan mal.
FOTO 12 Y así queda después de darle un poco al papel de lija. Ojo, no lo he dicho nunca pero nunca sujetando la lija con la mano... sino usando un trozo de algo rígido para soportarla y que quede plano. Yo uso un recorte de hierro de 5mm de grueso al que redondeé los cantos para no rayar la hoja. En las próximas fotos veréis el montaje que uso.
*Se admiten sugerencias para cambiar este título ¿cual es el término correcto?
En el tutorial de Greenpete el tipo en cuestión le daba calor desde el lomo hacia la hoja viendo como iban saliendo diferentes colores por la hoja en función de la temperatura. El usaba un soplete de propano creo. Yo no tengo soplete. También he leido que se puede meter la hoja entera en el horno a tope durante una hora mas o menos y luego apagarlo para dejar que se enfríe a lo largo de la noche. Se supone que así no solo se ablanda el lomo, sino también el filo... En cualquier caso en Noja no me chuta el horno eléctrico (solo sirve de almacén de sartenes). Otra vez me pudieron las prisas y no quisé llevármela a Bilbao y perder un finde entero, así que decidí probar con otra tecnica sobre la que había leido. Consiste dar calor de manera controlada con otro trozo de metal que esté bien caliente. Imaginé que necesitaría algo de mucha masa para una buena transferencia de calor así que... usé este trozo de vía de tren que tenía por la lonja.
FOTO 13 Para evitar que se me calentase en exceso el filo, metí la hoja en arena hasta la mitad y la empapé (tengo la playa a 50m). De esta manera confiaba en evitar que el calor se transfiriese totalmente hasta el filo.
FOTO 14 Ejemplo de lo que pretendía hacer (en esta foto el trozo de vía estaba frío)
Hice lo que tenía previsto y tras ver como se evaporaba progresivamente el agua que cubría la hoja hasta llegar a la arena a lo largo de toda la hoja, cogí y la metí en agua (con pinzas). Posteriormente probé a limarla en el lomo y... si, ¡se había ablandado! Lo que no se es cuánto... ni si es suficiente... ni ná.
Este es el punto donde creo que podría haber mejorado mucho. Mucho me temo que el cuchillo va a resultar frágil. Espero que el grosor de 5mm compense un poco porque como se me parta al intentar batonear un trozo de madera... me voy a frustrar.
ACABADO DE LA HOJA
Tras todo el churro de tratamiento térmico, llegó el momento de terminar la hoja. No me gustan los acabados pulidos así que la lijé solamente hasta grano 500. Eso si, en las última lijada me moví desde la empuñadura hasta la punta para lograr un acabado satinado. Moviendo el papel de lija en cada pasada para asegurarme de tener un trozo limpio. El borde redondeado de mi chapita metálica funcionó bastante bien.
FOTO 15 Esta es la foto que no debería haber visto mi madre... ¡porque vio que estaba usando su secador! Como véis en cuanto sujeté el trozo de madera al banco no pude resistirme a pegarle unos cuantos machetazos con la hoja... jejeje. De momento hace su trabajo, no se mellló ni dobló ni ná..
FOTO 16 Otro ángulo mas del cuchillo pulido (creo que del todo ya...). Se ve el trozo de madera que uso para sujetarla, los sargentos y el trozo de chapa metálica para dar soporte plano a la lija.
Como podéis ver no he tocado los baceados, solamente las partes planas (lomo incluido). El borde de la hoja donde irán las cachas ya lo terminaré al pulirlas el próximo finde. No quise tocar los vaceados porque para mantener la superficie totalmente plana quería usar un trozo de cristal templado con lija pegada encima... y no tenía. Además tengo encargada (llegará esta semana o a principios de la próxima) una piedra de diamante DMT de doble cara y de 10"x4"... ñam ñam (doble cara, basta y fina). Mi idea es usarla para terminar los baceados. Ahora mismo todavía tienen algunas marcas de la lima fina que usé para cortarlos, pero puedo vivir con ello. Solo espero no cargarme la piedra... que no es precisamente barata. Pensé usar una pieddra normal pero salvo mi Sharpmaker, lo único que tengo es una Carborundum de forma oval que hace mucho tiempo que dejó de ser plana.
CACHAS
Ya tenía la micarta lista (había curado durante una semana entera) y me puse a trabajarla. Me pasaron dos cosas. Se me juntaron las prisas con falta de herramienta. La sierra de calar no se lleva bien con las curvas pronunciadas así que en lugar de usar solo la mitad de la placa de micarta encajando bien el contorno de las cachas, me vi obligado a usarla entera, desaprovechando casi la mitad con cortes rectos. Moraleja, la próxima vez me llevo una sierra de marquetería y empleo un poco mas de tiempo en hacerlo bien.
Corté los trozos grosso modo, los presenté sobre la hoja, sujeté con sargento y taladré. No me pilló de sorpresa pero decir que los pasadores de 6mm entran a duras penas (durísimas penas) por agujeros del 6. En una serie de videos que bajé de internet, el autor usaba pasadores de 1/4 de pulgada (mas o menos 6,35mm) y taladraba las cachas con broca de 6,4mm. Esa pequeña holgura se supone va bien para permitir que entre epoxi. Yo había comprado una de 6,1, así que terminé usándola para eso mismo. Pasadores de 6mm, agujeros en el metal de 6mm y en las cachas de 6,1.
Después de taladrarlas, las puse una contra otra y trabajé en la parte delantera, la que va junto a la hoja, para que me quedasen iguales y no rayar la hoja intentando trabajarlas tras pegarlas. Lo hice usando la amoladora y el disco de lijar en primera instancia y luego lija a mano hasta grano 500. Presenté un par de veces sobre la hoja hasta que me gustó el resultado.
Siguendo los consejos de los compañeros del foro, usé Araldit Standar. Un detalle, en el paquete pone que hay que mezclar sobre la plaquita... ¿qué coño plaquita? En mi paquete no había ninguna. Usé una bandeja para aceitunas de cerámica y no quedó mal. Me sorprendió gratamente que fuera mas espeso de lo que imaginaba.
El problema que comentaba al principo sobre las planchas no siendo totalmente planas... es justo este. Si pones la hoja plana sobre una mesa, según de qué lado la pongas, a la altura de las cachas tienes como 0,5 o 0,75mm de holgura. Tiena algo de flecha y además no es uniforme. Lo que hice fué poner bien de epoxi, meter los pasadores, ajustar las cachas y apretar con dos sargentos LO JUSTO para que no se moviesen. Nada de apretar a muerte. No quería doblar la hoja aprovechando los sargentos y que luego al aflojarlos quedase tensión permanentemente sobre el epoxi, los pines y las cachas. Si me salen bien las cosas, esa pequeña holgura habrá quedado llena de resina y el ajuste será perfecto. Igual se ve una línea al lijar pero... menos da una piedra.
Antes de mezclar la resina y pegarlo todo lijé con lija gruesa el interior de las cachas para asegurar que la resina agarra y luego limpié todo con acetona para quitar grasas.
FOTO 17 El palito que se ve a la derecha es otro trozo de palo de cohete al que saqué una punta plana tipo destornillador. Con esa punta y trocitos de papel de cocina empapado en acetona, limpié el epoxi sobrante de la parte delantera de las cachas para no tener que rayar la hoja intentando quitarlas después. He leido que hay quien se fabrica unos rascadores/punzones de bronce para poder rascar las manchas de epoxy sobre las hojas sin rayarla.
Hasta la fecha he invertido tres días con sus tres noches (si, cuando me pongo... me pongo) en dos fines de semana distintos para llegar hasta donde he llegado. Calculo que me queda un día entero mas para dejar la empuñadura lista y (si me ha llegado la DMT) afilarlo a conciencia para eliminar ese filo "quemado".
De momento las cosas están así. Esta semana si no me voy a Pirineos, volveré a Noja para terminar el asunto y os pondré alguna foto mas. Trataré de chorizarle la cámara a mi padre, que es bastante mejor, para sacar los detalles.
ACTUALIZACIÓN 09-06-2008Este fin de semana me fuí a Noja a terminar el asunto que tenía entre manos. Aparte de terminar las cachas del cuchillo que tenía a medias, empecé con otro proyecto y aproveché a sacar algunas fotos de los soportes y guías que me fabriqué para facilitar los vaceados e ilustrar este hilo.
FOTO 18 Esto es todo lo que conseguí desbastar a base de amoladora con disco de lija del 80. La verdad es que se lo come como si fuera mantequilla, así que aunque no estuve fino cuando recorté las cachas antes de pegarlas, rebajarlas no fué ningún problema. Eso si, seguridad ante todo y mucha ventilación (mejor en la calle). La próxima vez no me molestaré en pulir la parte espiga que queda entre la cachas ya que se ralla irremisiblemente al pulir la micarta. Mejor, ahorraremos tiempo y esfuerzo.
FOTO 19 y 20 Todavía le falta un buen rato a base de lija del 100 (y progresivamente 220, 360 y 500). Me gusta el tacto que queda con la lija del 100 pero mucho me temo que se enguarrará mucho. Ese y no otro es el motivo para pulirlo mas. Para la forma de las cachas me guié por mi Bark River Aurora, aunque a mi me quedaron bastante mas pronunciadas. Siempre puedo rebajarlas, pero de momento las dejaré así.
FOTO 21, 22, 23 Y 24 Cachas terminadas de momento (lija del 500). Ya veremos si en un futuro lo pulo mas. Tengo que limar el borde interno del pasador hueco del extremo de las cachas porque mucho me temo que aun siendo aluminio, podría cortar el fiador.
Me encantaría enseñaros una foto del cuchillo entero, pero la triste realidad es que la hoja no está terminada. Está pulida pero no afilado. Pensaba tenerlo terminado esta semana pero el tipo al que le compré por eBay una DMT DuoSharp de 10" metió la pata y me envió una DuoSharp PLUS de 8". Además aunque tuve la precaución de limpiar con acetona el borde delantero de las cachas, me quedó una fina película de epoxi de unos 2mm de ancho. Al rascarla con la uña la quité pero se ve que tenía polvillo del papel de lija debajo, y la rallé un poco. Quiero rematar la faena antes de enseñároslo.
Un saludo,
Mikel
Desperta Ferro
Editado por Adm_Armas_Blancas, Domingo, 7 de Septiembre de 2008, 13:59
Hola a todos,
Abro un nuevo hilo con el mismo espíritu que el anterior: recibir críticas, aprender e ilustrar desde mi poca experiencia cada uno de mis pasos para la construcción de un nuevo cuchillo (en este caso dos, pero bueno, se entiende).
Tras mi primer scandi pensé que podría (solo podría) ser factible hacer un vaciado plano que quedase presentable. Las herramientas que he utilizado son las mismas que durante mi primer cuchillo. Solamente compré alguna broca, una lima basta de 14" (no la había mas grande) y una tonelada de papel de lija variado (desde grano 80 hasta 500).
Partí de un trozo de ballesta idéntico al anterior (250 x 63 x 5 mm) pero en lugar de hacer un cuchillo con la hoja tan ancha, pensé en aprovechar mejor la materia prima y hacer dos de 3cm de ancho. Así conseguiría dos piezas mas ligeras (el primero que hice pesa un huevo) y con una estética mas estilizada.
Como ya sabéis, no tengo sierra de banda y la amoladora (incluso con disco de corte) hace un surco muy ancho, con lo que se desperdicia mucho material. Ala, de Bilbao, con dos cojones y un palito...
FOTO 1, 2 y 3 Como véis empecé el corte por los dos extremos (la sierra solo tiene 30cm de largo). Fallé por 0,5mm en el alineado de los cortes... pero bueno, siempre es mejor eso que un surco de 3mm de ancho del disco de la amoladora. Me costó como media hora larga (menos de lo que esperaba). La sierra tampoco se melló, lo cual es un alivio (había comprado otras 10 por si acaso).
Como ya decía el título, quería hacer dos exáctamente iguales, ¿por qué? Pues no lo se. Quizá regale uno y conserve el otro. Salvo que desde el principio uno haga algo con intención de regalarlo (e incluso así a veces pasa) poco a poco le va cogiendo cariño y para cuando lo termina duele separarse de el. ¡Haciendo dos siempre tengo las espaldas cubiertas!
Para que me quedasen iguales recurrí al máximo exponente de la sofisticación: tres clavos. Los clavé en la madera y apoyé ahí el lomo de lo que serían las hojas. Bien sujeto con un par de sargentos y un alicate de presión... ¡y presto! Mas amoladora. Esta vez tuve la precaución de poner un cartón debajo, porque durante mi primer cuchillo no tuve esa precaución y dejé unas cuantas baldosas un tanto... antideslizantes. Algún cristal también quedó así, pero como son esmerilados, gracias a Dios solo se nota al pasar la mano.
Hay quien dirá que podría haber taladrado los agujeros de los pasadores en las dos hojas y alinear desde ahí. Sopesé la idea pero no me convencía porque me gusta poner los pasadores centrados y todavía no tenía claro como de pronunciadas quería las curvas de las cachas. Esperé a taladrar hasta tener las hojas totalmente perfiladas.
FOTO 4: Sistema "high tech" para alinear las hojas y dejarlas iguales. El tercero está justo en la punta (era mas corto que el resto, no tenía tres clavos iguales... que lamentable...).
Una vez perfiladas las hojas llegó el momento de taladrar los agujeros para los pasadores. Aunque en mi primer cuchillo usé pasadores del 6 y me parecieron un poco delgados, tengo casi cuatro metros de material y no los voy a tirar (aluminio y cobre en macizo y hueco). De nuevo pasadores del 6, pero esta vez dos huecos y dos macizos (pa' variar).
Aquí se me fué un poco la olla y no saqué fotos del proceso intermedio, pero os lo cuento. Taladré los cuatro agujeros (de nuevo con las hojas superpuestas y aprovechando los clavos) usando el taladro manual y el soporte de columna. Taladré directamente con broca de cobalto del 6 después de buscar el centro y espaciar los agujeros la misma distancia. Siempre marcar bien los agujeros porque las brocas resbalan que da gusto hasta que empiezan a morder. Hechos los agujeros y con las hojas en la mano, me di cuenta de que estos también iban a pesar un huevo y que si conseguía hacer los baceados planos en V que quería, iban a estar muy poco equilibrados (empuñadura muy pesada). Se me ocurrió llenar de agujeros toda la empuñadura, pero me parecía una guarrada. Ya se que no se va a ver pero coño... uno tiene su orgullo.
Bark River "esqueletoniza" sus empuñaduras (en el Bravo1 y el Aurora, por ejemplo) y los de Bilbao no vamos a ser menos que estos yanquis... así que ahí vamos. Marcar agujeros equiespaciados a 1cm. Taladrar (las dos hojas a la vez) con broca de cobalto del 3. Cambiar de broca y pasar a la del 6 (esta vez una cochina, las buenas para cuando hacen falta de verdad). Luego pasar a broca del 8. Ojo brocas gordas + taladro de 700W + soporte de columna no industrial + acero = peligro. De los cinco agujeros que hice, la broca se trabó en 4. La pieza no salió girando porque la tenía bien sujeta con un sargento, pero aún así se desplazó hacia arriba (efecto rosca) y se paró el taladro. Tengo el enchufe a mano, así que cuando se traba lo desenchufo rápidamente. Peligroso. Guantes y gafas imprescindibles.
Después de tener la empuñadura como un queso gruyere, pensé que la sierra de calar con hoja para metales me serviría para unir los agujeros (apenas 1mm entre ellos). Mentira, solo me sirvió para joder una hoja (y el paquete de cinco sale por 14€). La sierra de calar no puede con este acero. Tuve que tirar de amoladora con disco de corte con el consiguiente riesgo. El diámetro del disco es demasiado grande (ojalá tuviera una dremel) y me salí un poco de lo que tenía pensado comerme.
Una vez tuve sitio suficiente para meter una lima, aparqué ese aparato del demonio que es la amoladora y me puse a ello. Utilicé el surtido de limas que veis en la foto. Aquí trabajé cada hoja por separado como un 95% y el 5% restante lo hice con las hojas superpuestas.
FOTO 5: Proceso de esqueletonizado de la empuñadura casi terminado y surtido de limas (algunas muuuuuuy viejas y oxidadas... ¡candidatas perfectas para nuevos cuchillos!). en esta foto las dos hojas están superpuestas, pero no se aprecia por el ángulo de la foto. Cerca del pasador delantero se ven dos pequeños surcos provocados por la amoladora durante el desbaste inicial.
FOTO 6: Hojas esqueletonizadas listas para bacear (¿se dice "baceado"? A estas alturas todavía no lo tengo claro...). Los bordes de la empuñadura tienen 6mm de ancho, creo que combinado con los 5mm de grueso son mas que suficiente.
Como dice mi padre: "Ahora viene cuando la matan". Esto es totalmente nuevo para mi y no lo he visto en ningún otro post. Imaginé que se podría hacer de esta manera pero no lo tenía del todo claro... así que fué todo bastante improvisado a base de prueba y error. Decir que seguro que existen otras maneras mas elegantes y/o rápidas de hacerlo, este post no pretende ser ninguna Biblia.
Para hacer este baceado, recurrí a los soportes que me fabriqué inicialmente. Aunque las fotos se repitan, las pongo aquí otra vez
FOTO 7, 8 Y 9 Soportes para la hoja y las limas y ejemplo real de utilización. Aquí estoy en mitad del proceso.
Ahora un poco de teoría (este es uno de los casos en los que la teoría se enuncia DESPUES de la práctica):
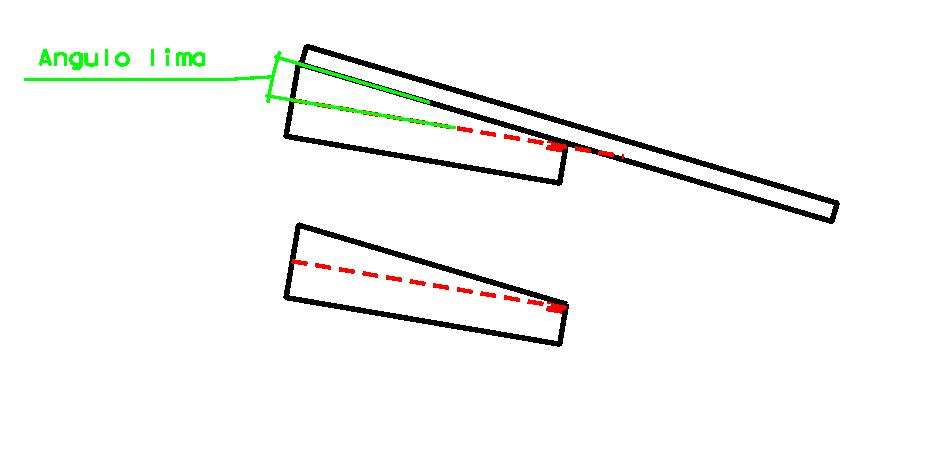
Un baceado plano viene a ser un Scandi cuyo ángulo se ha reducido al máximo, así que lo que hay que hacer es ir bajando el ángulo paulatinamente hasta que el lomo y la línea media de la hoja estén en un mismo plano. Lo ideal sería establecer el ángulo de incidencia correcto desde el principio, pero es complicado (la geometría sobre papel no siempre funciona) así que hay que ir probando reduciendo el ángulo poco a poco.
Antes de agarrar las limas es importante determinar la línea media de la hoja, para que el filo quede bien centrado. Lo mas habitual es pintar el borde de la hoja todo de negro con un permanente y apoyándola plana contra una mesa, rayar el borde con una broca o punzón. Primero apoyando una cara y luego la otra. De esta manera obtendremos dos líneas paralelas equiespaciadas. Si se ha elegido bien la altura del punzón estarán separadas la distancia que nosotros queramos.
Mejor lo vamos ilustrando
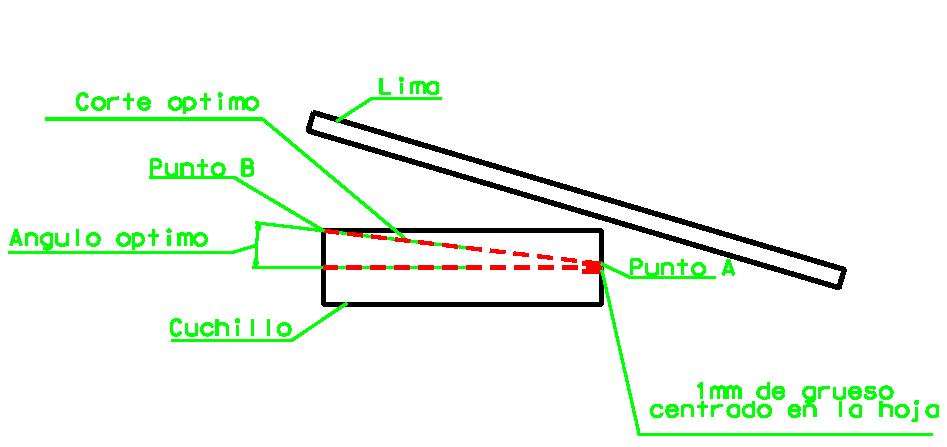
FOTO 10 La lima, el cuchillo, el punto medio de la hoja (aquí dejamos entre 0,5mm y 1mm de grosor para que no se queme durante el tratamiento térmico, ya lo afilaremos después), ángulos varios, etc. Aquí el ángulo de la lima lo consideramos fijo (varía ligeramente pero es despreciable). Lo que moveremos será el soporte que va en el tornillo de banco.
FOTO 11 Primero le metemos un ángulo tipo Scandi sin muchos miramientos, no es importante. Solo hay que tener cuidado de rebajar hasta esa línea que hemos trazado y no mas (dejar margen no es malo). Yo tiro todo lo que puedo de amoladora con disco de desbaste. Primero amoladora, luego limo, miro donde estoy rayando con la lima, mas amoladora, etc. El proceso se repite hasta que tengo el primer ángulo establecido en toda la hoja hasta la línea que tengo trazada (punto A).
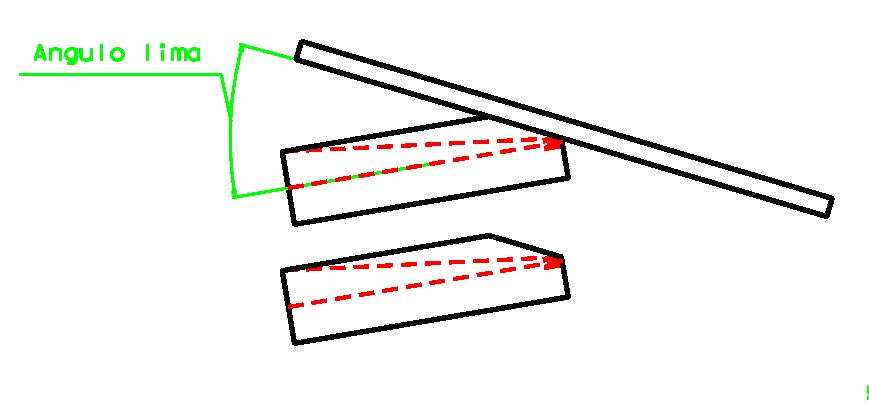
FOTO 12 Ahora moviendo el soporte del tornillo de banco reducimos el ángulo un poco (aproximamos el ángulo de la lima al ángulo óptimo) y volvemos a la carga. Amoladora, lima, etc. Pueden pasar dos cosas, que veamos como nuestras rayas se aproximan al punto A (ilustrado en esta foto), lo cual indica que el ángulo de la lima sigue siendo superior al ángulo óptimo. O que las rallas se aproximen al punto B, lo que significa que el ángulo de la lima es menor que el ángulo óptimo (ilustrado en la siguiente foto)
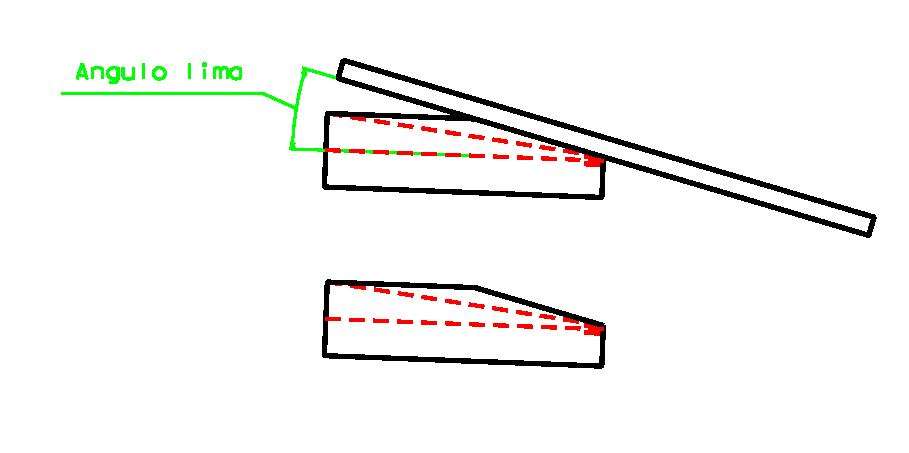
FOTO 13 Aquí el ángulo de la lima es inferior al ángulo óptimo, hay que aumentarlo un poco. Mientras no seamos unos salvajes limando, no pasa nada, no hemos roto nada. Mismo proceso, lima, amoladora, mas lima, mas amoladora, etc. Siempre guiándonos por las rayas.
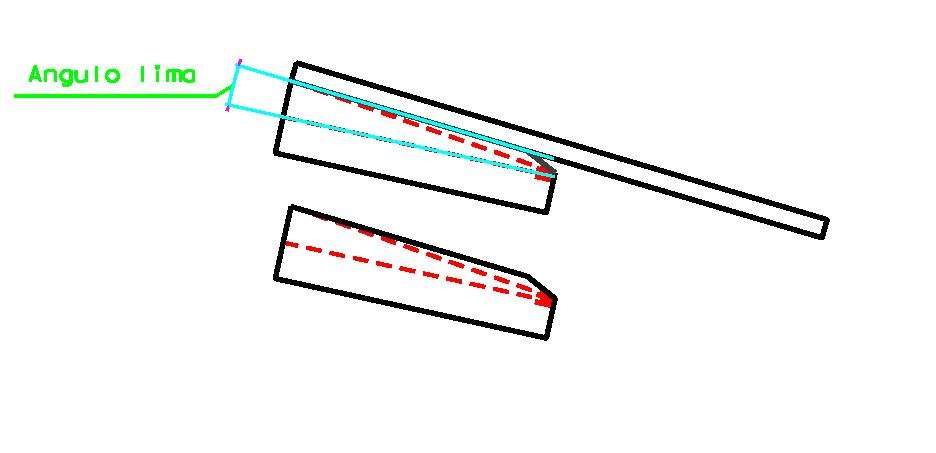
FOTO 14 Idealmente y después de un número indeterminado de ajustes, conseguiremos que el ángulo de la lima coincida con el ángulo óptimo. He baceado cuatro caras, en la primera de ellas acerté con el primer ajuste, en la siguiente me costó como media docena. Mi tornillo de banco no ayuda, es una mierda pinchada en un palo, tengo ojeado un Acesa de 113€ pero hay que ahorrar.
Como véis utilicé dos limas: basta y fina. No pasé por entrefina porque no tengo una tan grande. Aquí el tamaño importa, cuando mas grande, menos surcos quedarán y mas plana quedará la hoja. Cuando estéis casi terminando, no toquéis la amoladora, que la podéis cagar bien cagada. Cuando vuelva a hacer una de estas, aprovecharé a pegar un trozo de lija del 100 en la lima fina y a quitar todos los surcos que pueda. Hacerlo a mano es un coñazo soberano y lleva muchísimo tiempo. Además la parte cercana al "ricasso" es complicada de trabajar a mano, la lija apoyada en la lima ayuda mucho.
OJO No seáis tan brutos como yo (la primera vez) y en un momento de euforía incontrolable soltéis el soporte del tornillo de banco... ¡ya habéis luchado por encontrar el puñetero ángulo una vez, no hay que trabajar dos veces en balde! Lo único que hay que aflojar son los tornillos del 6, quitar la hoja y enhebrarla en la otra dirección. Ahora no necesitáis hacer el primer corte, solo ir trabajando con la lima y la amoladora porque el ángulo ya está bien ajustado. En el segundo cuchillo lo hice así y tardé como una hora en hacer las dos caras (frente a las casi dos horas del primer cuchillo).
Bueno, ya vale de tantas tonterías. El resultado es este FOTO 15 Hojas baceadas listas para pulir junto a las limas que les dieron forma
Vaceados y con la empuñadura esqueletonizada, el punto de equilibrio está un pelín mas alante que el primer agujero para el pasador. No significa nada porque en cuanto le ponga la empuñadura (no os diré de qué va a ser esta vez...) y los pasadores, ser irá al traste. No se dónde quedará, pero seguro que en algún punto entre el primer y segundo pasadore delantero.
El domingo casi a la noche empecé con el pulido pero solo pude terminar uno. No es cuestión de gastar carbón a lo tonto, así que no les daré el tratamiento térmico hasta que tenga las dos preparadas.
Para puliarlas no hay secretos. Una plaquita muy rígida de metal (ojo no rayar el cuchillo), micarta (preferible) o aluminio, mucha lija y mucha paciencia. Un rotulador indeleble gordo es útil para comprobar si todo está plano (debería estarlo) e ir controlando donde hay mas surcos.
FOTO 16 Pulido de la hoja
Ala, de momento esto queda así. Trataré de hacer alguna foto mas con una cámara decente (me he traido las hojas a Bilbao) y las pondré por aquí. No se cuándo voy a poder ponerme a ello de nuevo pero fijo que os tendré informados.
Bueno, lo prometido es deuda, así que voy a intentar hacer un tutorial de "cómo hacer tus propios mosaic pins". Ahí va:
Lo primero es buscar tubitos de diferentes tamaños de latón, acero, aluminio, cobre.
Yo suelo usar acero, latón y ahora voy a probar con aluminio. Se pueden hacer diferentes combinaciones de cmateriales, tubos, varillas macizas, pero siempre teniendo en cuenta cómo de viscosa será nuestra resina de relleno para no dejar los espacios entre tubitos demasiado pequeños.
Lo primero que haremos será cortar todos los tubitos a la misma medida y repasar los bordes para facilitar la introducción de unos dentro de otros. Que no queden rababas al cortarlos. Las rebabas interiores avitan que penetre bien la resina y las exteriores hacen un suplicio meter los tubitos.
Yo suelo cortar los tubitos con el dremel y los repaso con el mismo disco:
Una vez cortados y repasados, les doy una pasadita con lija muy fina y luego los limpio con alcohol (como en la foto), disolvente, acetona......Conviene dejar secar bien después de la limpieza para que no interaccione con el pegamento que usemos.
Tubitos cortados, repasados, lijados y limpios.
Una vez hecho esto, procederemos al "montaje". En la foto aparecen unos tubitos más metidos que otros dentro del grande, pero es para que se vea, lo mejor es meterlos todos a la vez porque si no, al quedar prietos, podemos doblarlos.
Si veo que no entran bien o que hay peligro de doblar o chafar alguno, lo que hago es encintarlos con cinta aislante e ir retirándola a medida que los introduzco, de ésta forma creamos un conjunto más sólido y rígido que no permite incluso meterlo con ayuda de un martillo.
Luego necesitaremos una jeringuilla y unos tubitos flexíbles de plástico. La boca de la geringuilla y el tubito exterior del mosaic pin deberán caber prietos dentro del tubito de plástico, para poder conectar la jeringa y el mosaic y "chupar" el pegamento a través de éste último.
Luego meteremos el tubito del mosaic pin en el tubo de plástico. Yo los suelo sujetar con un alambrito para que queden estancos.
Mezclaremos nuestra resina-pegamento (yo he usado araldit standar) con el tinte en polvo del color que queramos darle al fondo del mosaic. Conviene no cebarse y echar mucho colorante porque merma las capacidades de la resina epoxi. Como colorante yo he usado "nigrosina", la venden en las tiendas de trabajos manuales, pinturas, también vale el "negro de humo" en polvo.
Conviene calentar un poco el pegamento (sobretodo en invierno) para hacerlo más fluído y facilitar la siguiente operación.
Con el calor de un radiador flojo o de una bombilla vale.
Ya sólo nos queda unir la jeringa al tubito de plástico e introducir la punta del mosaic pin en la resina. Comenzaremos a chupar despacito con la jeringa de manera que el pegamento vaya ascendiendo, muy muy despacio por el mosaic pin. Al ser el tubito de unión transparente, veremos cuándo llega el pegamento a salir del mosaic, momento en el cual estará lleno de resina.
Yo lo que hago llegado a ese punto es ponerle un taponcito de goma o un poco de cinta aislante en la punta al mosaic y así no se puede salir la resina.
Luego lo pongo vertical encima del radiador y a curar durante 24 horas.
Como truquillo os diré que las manos pringadas de araldit son un coñazo así que podéis comprar un paquetito de toallitas para el culo de los bebés y al estar húmedas, os podéis limpiar mientras trabajás sin que se os quede pegado el típico trapo o papel de cocina que solemos usar siempre.
Fotillos de diferentes combinaciones:
El resultado una vez montado en el mango al que vaya destinado es de sobra conocido, así que no pongo fotos, aunque podéis verlo en algunos de los cuchillos a los que le he hecho yo el mango y he posteado por aquí, como el último:
Hay en la red varios tutoriales acerca del patrón viña, pero como me gusta que este foro cuente con información propia voy a tratar de aportar mi granito de arena. Este pretende ser un tutorial mas visual que otra cosa de como realizar paso a paso un filework en patrón viña.
Paso 1:
En la pieza que se pretende realizar el trabajo se marca con rotulador a intervalos de 5mm. Otras medidas funcionan también, pero estas son las que voy a usar en esta pieza.
Paso 2:
Usando una lima cilíndrica se empieza haciendo una acanaladura en el centro de las marcas de la forma que se ve. La inclinación de la lima de unos 45º.
Paso 3:
Con una lima de media caña (yo uso una de las pequeñas) se amplía el canal hasta que llegue a las marcas de los lados.
Paso 4:
Con el canto de la misma lima se realizan muescas. El inicio de las muescas es justo en la marca de rotulador. La lima se apoya con la parte plana hacia dentro de la pieza, unos 45º de inclinación vertical y unos 30º en horizontal. La lima debe de ir comiendo hacia adelante y hacia abajo con la parte curva. No se come material con la parte plana de la lima.
Paso 5:
Una vez hechas las muescas el trabajo empieza a verse en bruto.
Paso 6:
Lo que toca ahora es redondear y unificar lo mejor que se pueda el diseño. Sobre todo se redondean las acanaladuras hasta que llegan a unirse con el pico de las muescas. Se puede usar la misma lima pequeña de media caña o una un poco mayor. En cualquier caso deben de ser limas finas.
Final:
Ya está listo el filework. Solo queda lijar para que quede bonito y montarlo en la pieza a la que va destinado.
Espero que a algien le sea de utilidad este pequeño tutorial.
Palabras clave: tutorial, DIY, hazlo tu mismo, como hacer, como se hace, forja, fragua, cuchillo, hoja, acero, enderezar, enderezado, recocer, recocido, forjar, forjado, templar, temple, revenir, revenido, principiante, novato
Este post nace con la intención de ser el que a mi me hubiese gustado encontrar cuando por primera vez decidí internarme en el camino de fabricarme mi propio cuchillo. Como todos los caminos de la vida, este empieza por el primer paso y pretendo recorrerlo en paseos muy cortos, de solo 10 pasos.
Vaya por delante que yo NO soy un maestro, ni un experto, ni siquiera un usuario avanzado. Sin embargo creo que eso juega en mi favor en este caso; estoy lo suficientemente cerca de mis comienzos como para ver el camino con la simplicidad que proporciona la ignorancia.
10 pasos del absoluto novato para hacerse un cuchillo 1- Tener claro el objetivo.
El propósito es fabricar con tus propias manos un cuchillo desde cero, esto es, con los materiales en bruto. El resultado no será un cuchillo "pata negra" con materiales de tecnología espacial, ni será el cuchillo mas bonito que hayas visto, pero será un cuchillo completamente operativo y del que te sentirás orgulloso por haberlo hecho tu. Los requisitos son: 1) interés por aprender y 2) esfuerzo personal. El dinero necesario variará dependiendo de lo que ya tengas en el taller. Si no tienes nada de nada (o sea cero, solo tus manos) 100€ puede ser una estimación realista.
2- Conseguir las herramientas necesarias.
Cuchillo básico... herramientas básicas. No necesitarás nada raro; es mas, es probable que ya tengas casi todas las herramientas necesarias. En caso de que no sea así el costo no será muy alto.
3- Conseguir una fragua.
En 1 paso: cómpratela. No tiene gracia ni requiere esfuerzo. Si eso es lo que quieres no sigas leyendo mas; no es el espíritu de este tutorial.
En 10 pasos: háztela.
4- Conseguir el material para la hoja.
¿Tienes acceso a acero nuevo, en pletina, de 6mm de espesor, de tipo VG-10 o SV-30 o AUS-10? !Qué bien¡ Pues... ¡Guárdalo para cuando haga falta y sepas qué hacer con él!
Lo que vamos a usar el acero al carbono del de toda la vida. Además lo vamos a conseguir de reciclaje. El truco es el siguiente: te vas a un desguace de coches o a una chatarrería y localizas un paquete de ballestas. Si tienes opciones el orden de preferencias es este: coche, furgoneta, camión ¿Porqué? Porque a menos peso del vehiculo, menos espesor de las ballestas. Con 5mm de espesor tenemos suficiente. Si es mas no te preocupes; sudarás un poco mas, pero para eso están las cervecitas. En realidad no necesitas todo el paquete de ballestas, con una tienes suficiente para entre 3 y 5 cuchillos. El acero de ballesta es con probabilidad de tipo 5160. Es un buen acero que tomará una buena dureza.
¿Que qué es el acero al carbono 5160, el VG-10, el SV-30 o el AUS-10? Vamos hombre, ya te avisé de que esto requiere interés por aprender y esfuerzo. Tienes información en el foro y en la red para aburrir ¡Búscala!
5- Conseguir el material para el mango.
En una sola palabra: Madera. Es buena, bonita y barata. Boj, Sabina, Tejo, Encina... lo que mas te guste o lo que mas a mano tengas. El Pino mejor no, es demasiado blando.
6- Conseguir información.
Esto es solo un esbozo de los pasos básicos. Lo que pretendo es que tengas claro el proceso. Toda la información que consigas solo añadirá conocimiento de qué es lo que estás haciendo y porqué lo estás haciendo. Puede ser algo confuso al principio; luego todas las piezas irán encontrando su lugar.
7- Conseguir un lugar de trabajo.
Una cosa es cierta: este es un asunto sucio. No esperes que tu pareja lleve de buen grado que limes en el salón o que enciendas una fragua en la terraza de 3 metros cuadrados. Tendrás que buscarte un sitio adecuado. Puede ser un taller, un garaje, el tendejón o la cuadra de la casa del pueblo... No sé qué tienes disponible. Lo suyo es un lugar con una mesa de trabajo para la faena en frio y un lugar bien ventilado para el trabajo con la fragua.
8- Conseguir un maestro.
¿Conoces a alguien que pueda enseñarte y aún estás leyendo esto?
Si tienes la suerte de conocer a quien te pueda enseñar a hacer, o por lo menos mostrar como se hace, un cuchillo no te lo pienses. Proponle un trato, tu pones todas las cervezas que os bebais y medio queso para cuando os entre el hambre. Casi ningún herrero se resistirá a eso, pero ten cuidado, un herrero y un aprendíz son dos seres muy sedientos :-) . No hay tutorial comparable a ver en directo cómo se hace y ademas te lo pasarás en grande.
9- Ponerte a la faena.
Ya tienes todo lo necesario. Es la hora de la verdad.
10- Conseguir un limón.
Lo pelas y te lo vas comiendo. Sirve para quitar la expresión de bobalicona felicidad que se te ha quedado al teminar.
Escrito originalmente por Gaxapu-1
10 herramientas necesarias 1- Martillo.
Necesitarás un martillo grande para enderezar la ballesta y luego para forjar (si es que vas a hacerlo). Sirve perfectamente una maceta de las de albañil o un martillo grande de bola.
2- Yunque.
Un yunque de unos 50 kgs con una base de madera de 60cms de alto y otros 50cms enterrados en tierra apisonada.
¿Que tienes uno de esos? ¡Qué envidia me das! Yo uso un trozo de riel de ferrocarril comprado en la misma chatarrería en la que compré las ballestas. He visto usar un trozo de viga de "doble-t" grande; el problema es que es muy resonante, pero sirve.
Para enderezar basta un trozo de hierro/acero pesado y con una superficie plana bien sujeto encima de una base estable y firme. Puede que no sirva para forjar, pero para enderezar irá bien.
3- Lima.
Una lima grandecita. Mejor si es de calidad; es muy frustrante usar una mala lima. Lo suyo es tener al menos dos, una mas basta para dar forma y otra mas fina. Si solo tienes una, que sea de desbastar y plana. La siguiente en orden de interés es basta y de media caña (un lado plano y el otro curvo). La tercera, fina y de media caña. Este es mi orden de preferencias, cada cual tendrá el suyo.
4- Lija.
Para pulir el acero necesitarás lijas para acero, al agua, de grano 100, 250 y 360 (u otros parecidos). Yo no voy a pulir este cuchillo mas allá de grano 360; tu puedes hacer lo que quieras, incluso hacerle un pulido a espejo si tienes la perseverancia necesaria.
Para dar el acabado al mango, lijas para madera también de tres granos diferentes, grueso, medio y fino.
Con una hoja de cada una de las lijas indicadas es suficiente.
5- Pinza.
¿Pensabas sujetar el acero al rojo con las manos? Entonces debes de ser de Bilbao . Puedes usar unas pinzas para forja (hay tutoriales por ahí para construirte unas). En caso de que no las tengas usa tenazas, alicates, tenazas de fontanero, pinzas bloqueantes.... lo que se te ocurra. Cuanto mas grande, mejor; cuanto mas largo tengan el mango, mejor; cuanto mas grande sea el mango en relación con la parte con la que sujetas la pieza, mejor (unas pinzas de chimenea no van nada bien).
6- Protección.
Teniendo en cuenta que no tenemos un yunque en condiciones necesitamos unos tapones para los oidos. De esos baratitos de una espuma que estrujas y te metes en las orejas van estupendamente.
Unos guantes.
Unas gafas de trabajo o una careta de protección.
Ropa adecuada. En principio las chanclas no son muy recomendables. Los pantaloncitos cortos tampoco. Usa el sentido común, vas a manejar metal al rojo.
7- Sierra de metales.
Nada que añadir, solo que te compres las hojas de calidad. No las de dientes al diamante con hoja templada en el rio Tiber en cuarto menguante y con adornos de cristales de Svaroswsky, pero tampoco las que vienen en paquetes de 10 en el chino de la esquina. Créeme, una hoja decente corta mas, corta mejor y corta durante mas tiempo.
8- Sargentos.
Un par de sargentos y unos tacos de madera hacen el apaño para sujetar la hoja mientras la trabajas.
9- Escofina.
Para darle forma al mango. Una de media caña es lo mas adecuado. Ni grande ni pequeña.
10- Cervecitas.
Sin comentarios. La herrería es un oficio de sedientos; y ya sabes... "dar de beber al sediento".
Escrito originalmente por Gaxapu-1
10 pasos para hacer una fragua
1- Coje un trozo de tubo de hierro.
2- Dale unos golpes con el martillo en un extremo hasta cerrarlo.
3- Hazle una hilera (pequeña) de agujeros con el taladro.
4- Deja salir el extremo abierto por un agujero hecho al efecto en la barbacoa.
5- Conecta un secador de pelo (robado a tu mujer o comprado en cualquier hiper por 10€) mediante el sofisticado método de unir ambos con unas vueltas de cinta de embalar. Es preferible que el secador de pelo sea de los que pueden suministrar aire frío.
6- Pon un par de ladrillos refractarios a cada lado del tubo.
7- Encima echa carbón (no te pases, asar unas costillas necesita mas brasa que esto), un trozo de papel aburullado semienterrado en el carbón y aplícale una cerilla (encendida jejeje )
8- Ahora dale aire hasta que coja temperatura.
9- Entierra la pletina en el carbón hasta que tenga el color al gusto.
10- Saca la pletina y entiérrala en ceniza. O apaga el aire y déjalo todo como está hasta la mañana siguiente. O, sumérgela en agua/aceite para templar.
Fotos por Villacucci de su propia fragua (espero que no te moleste)
10 pasos para hacer la hoja
1- Enderezar.
Se calienta la pieza (ver nota 1) y se endereza a martillazos. Seguramente tendrás que calentar varias veces.
2- Recocer.
Con la pieza enderezada vuelves a calentar y en ese momento la pones a enfriar lentamente (24 horas). Para que se enfrie lentamente la entierras en cenizas o arena, o bien la dejas enterrada en la fragua y esperas a que se apague y todo esté frio.
3- Forjar.
Este paso se puede saltar si no quieres forjar. Se trata de dar la forma en bruto a la hoja a base de golpear en caliente con martillo y yunque.
4- Desbastar.
Con lima, muela, esmeril, radial, etc. Se da la forma a la hoja; perfiles, bisales, vaciado, recazo... Hay que dejar un espesor en el filo de, al menos, 0.5mm. Si no lo dejas lo mas probable es que al calentar de nuevo la parte mas delgada se "queme" y haya que rehacer el perfil del filo.
5- Templar.
Se lleva la hoja a una temperatura superior a la crítica (ver nota 1 y nota 2) y en ese momento se sumerje en un medio enfriador (aceite o agua son los mas comunes). Se debe sumergir solo la hoja, ya que conviene que la espiga no esté templada para que no quede fragil.
6- Limpiar.
Con muela de agua o lijas se elimina la costra que ha quedado del temple.
7- Revenir.
Calentar la pieza a una temperatura suave (150º - 250º) durante un tiempo prolongado (1/2 hora a 2 horas). Con esto se consiguen suavizar las tensiones internas del acero que han quedado despues del temple. También se reduce el grado de dureza.
8- Pulir.
Con lijas cada vez mas finas se pule la hoja al gusto de uno. Se usan lijas al agua para metal. Se empieza con grano 100 ó 150 y se sigue por 250, 360, 500, 800, 1000, 1200, 1500. En cada cambio de grano se cambia el sendido en el que se lija; un grano a lo largo y el siguiente a lo ancho. Se cambia de grano cuando ya no se vean marcas del grano anterior. Lo mínimo vendría a ser hasta grano 300; a partir de ahí depende de tu paciencia y del resultado que quieras lograr.
9- Encabar.
Con madera, cuerno, micarta... Con guarda en latón, alpaca, acero... o sin guarda. Con pomo o sin el. En sección redonda, plana, anatómica o atómica. "El cielo es el límite" que dicen los americanos. 9- Afilar.
Busca por el foro. Hay tuturiales de afilado magnificos.
11- Tómatarte una cervecita, que te la has ganado ¿Dije 10 pasos?
Nota 1: La temperatura depende del tipo de acero; en general 900º está bien para aceros al carbono; esto es un color naranja claro.
Nota 2: En aceros al carbono averiguar cuando la pieza está por encima de la temperatura crítica tiene un truco: entre la temperatura crítica inferior y la superior (el rango correcto para templar) el acero se vuelve amagnético, así que en el momento en que un imán no se pegue estás en esa temperatura.
1- Es tu obligacion conocer que puedes hacer, que puedes poseer, que puedes portar... y que no puedes.
2- Es de tu conveniencia conocer que derechos te asisten.
3- Las opiniones y/o consejos que te de cualquiera, incluidos los compañeros del foro, estan muy bien, pero lo que realmente vale es lo que esta escrito en las leyes y reglamentos aplicables. En caso de duda quedate con lo que digan estos ultimos. Si sigues con la mosca tras la oreja puedes, bien consultar con la Guardia Civil (no muerden y son los encargados del control de armas), o bien consultar con un abogado.
TU NO PUEDES Escribir nuevos temas en este foro TU NO PUEDES Responder a los temas en este foro TU NO PUEDES Editar tus propios mensajes en este foro TU NO PUEDES Borrar tus propios mensajes en este foro
Todas las fechas y horas son GMT+1. Ahora son las 13:51
 Archivo de tutoriales 1
Archivo de tutoriales 1
 RE: Archivo de tutoriales 1
RE: Archivo de tutoriales 1
















































 . Puedes usar unas pinzas para forja (hay tutoriales por ahí para construirte unas). En caso de que no las tengas usa tenazas, alicates, tenazas de fontanero, pinzas bloqueantes.... lo que se te ocurra. Cuanto mas grande, mejor; cuanto mas largo tengan el mango, mejor; cuanto mas grande sea el mango en relación con la parte con la que sujetas la pieza, mejor (unas pinzas de chimenea no van nada bien).
. Puedes usar unas pinzas para forja (hay tutoriales por ahí para construirte unas). En caso de que no las tengas usa tenazas, alicates, tenazas de fontanero, pinzas bloqueantes.... lo que se te ocurra. Cuanto mas grande, mejor; cuanto mas largo tengan el mango, mejor; cuanto mas grande sea el mango en relación con la parte con la que sujetas la pieza, mejor (unas pinzas de chimenea no van nada bien). jejeje )
jejeje )



No hay comentarios:
Publicar un comentario